


冷镦加工工艺和厂家问题总结
2019-09-06
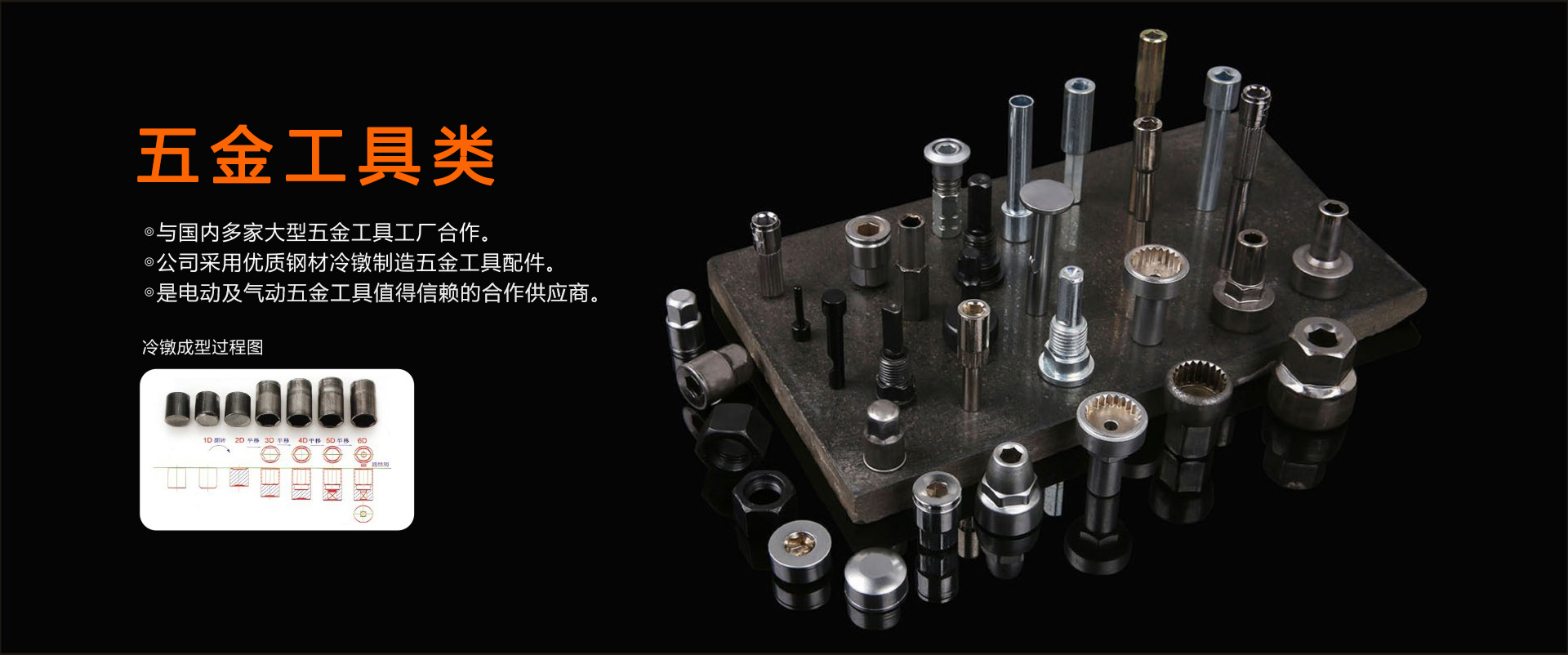
冷镦利用模具在常温下对金属棒料镦粗成形的锻造方法,通常用来制造螺钉、螺栓、铆钉等的头部。可以减少或代替切削加工。锻坯材料可以是铜﹑铝﹑碳钢﹑合金钢﹑不锈钢和钛合金等。冷镦多在专用的冷镦机上进行,便于实现连续﹑多工位﹑自动化生产。在冷镦机上能顺序完成切料﹑镦头﹑聚积﹑成形﹑倒角﹑搓丝﹑缩径和切边等工序。下面亿达渤润石化简单介绍下冷镦加工的常见问题和解决方案:
简析冷镦加工的工艺特点和常见问题的解决方案
一、冷镦工艺的特点有哪些
(1)根据金属塑变理论,在常温下对金属坯料施加一定的压力,使之在模腔内产生塑变,按规定的形状和尺寸成型。
(2)必须选优质“塑变”良好的金属材料,如铆螺钢,其化学成分和机械性能有严格的标准。
(3)冷镦螺栓、螺母成型机械已有多型号、多系列的机种。设备性能可靠、效率高、产品质量稳定。
(4)产品成型镦锻力大,配置动力在,设备一次投入大。
(5)有较好的表面质量,较高的尺寸精度。因在镦锻过程中存在着冷作硬化,变形量不宜太大。减少开裂。
(6)冷镦工艺适用范围于批量大、各类规格的产品,这样才能降低成本。
二、冷镦加工的注意事项
(1)应根据钢筋直径,配换相应夹具。
(2)应检查并确认模具、中心冲头无裂纹,并应校正上下模具与中心冲头的同心度,紧固各部螺栓,作好安全防护。
(3)启动后应先空运转,调整上下模具紧度,对准冲头模进行镦头校对,确认正常后,方可作业。
(4)机械未达到正常转速时,不得镦头。当镦出的头大小不匀时,应及时调整冲头与夹具的间隙。冲头与导向块应保持有足够的润滑。
(5)严禁更换轴芯、销子和变化角度以及调速,也不得进行清扫和加油。
(6)对超过机械铭牌规定直径的钢筋严禁进行弯曲。在弯曲未经冷拉或带有锈皮的钢筋时,应戴防护镜。
(7)弯曲高强度或低合金钢筋时,应按机械铭牌规定换算最大允许直径并应调换相应的芯轴。

三、专用冷镦成型油的性能要求
(1)具有优良的极压润滑性能,耐高温性能、极压抗磨性、防锈性及高温抗氧化安定性能。提高加工件的精度和光洁度,能防止模具烧结,满足标准件及非标件的多工位成型加工,能完全胜任冷镦不锈钢工件加工。
(2)可以将油烟以及"漂泊雾”减少到最低限度,满足含强缩模的多模冲床加工螺帽之严格要求。
(3)对变型量比较大的产品有很好的加工性能,如空心、高强度螺栓、套筒、不锈钢空心、半空心铆钉等的成型加工。
(4)能有效保护冲棒(冲针)及模具,延长使用寿命,降低综合成本。
(5)散热效果好,避免了冷成型过程中工件及模具局部温度过高。
(6)高耐温性能好,不易产生油泥。低气味、低烟雾,保护操作环境。
(7)具有一定的防锈性,能满足加工过程工序间防锈要求。
(8)能满足苛刻的冷镦不锈钢成型加工及大变型量的碳钢成型加工。
简析冷镦加工的工艺特点和常见问题的解决方案
以上就是冷镦工艺的特点和常见问题的解决方案,严格按照规章制度操作可以提高效率,避免事故的发生。亿达渤润高端螺母专用冷镦成型油采用自主研发生产的高性能硫化猪油和硫化脂肪酸酯为主剂调和而成,适合多种型号的汽车螺母紧固件在高极压条件、大变形量以冷、热加工方式加工。被广泛的用于汽车、船舶、航天等领域的不锈钢、高合金钢等难加工材质的冷镦成型加工,具有极好的极压抗磨性能,不会造成工件拉毛拉伤,有效延长冲模寿命,在实际应用中得到了国内外紧固件企业的一致好评。
|
