


多工位冷镦机的发展历史及工作原理
2020-07-01
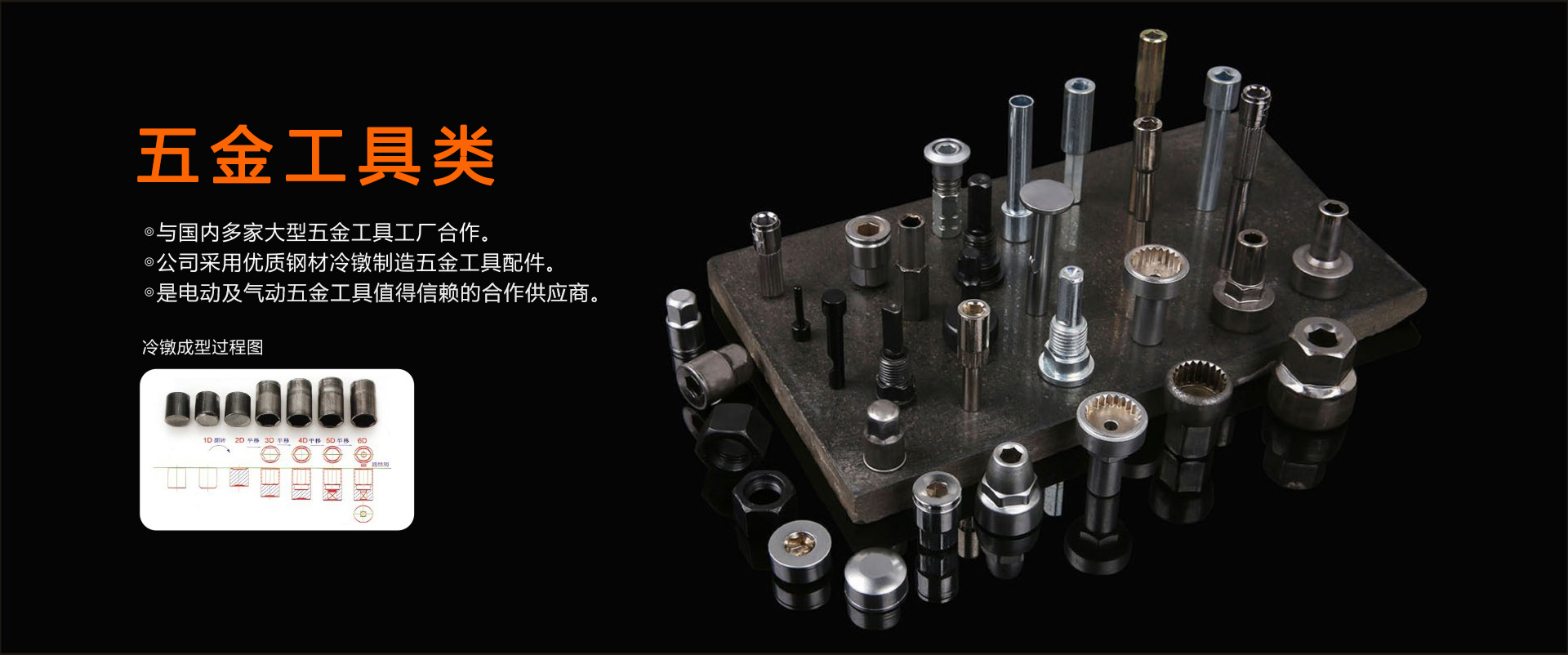
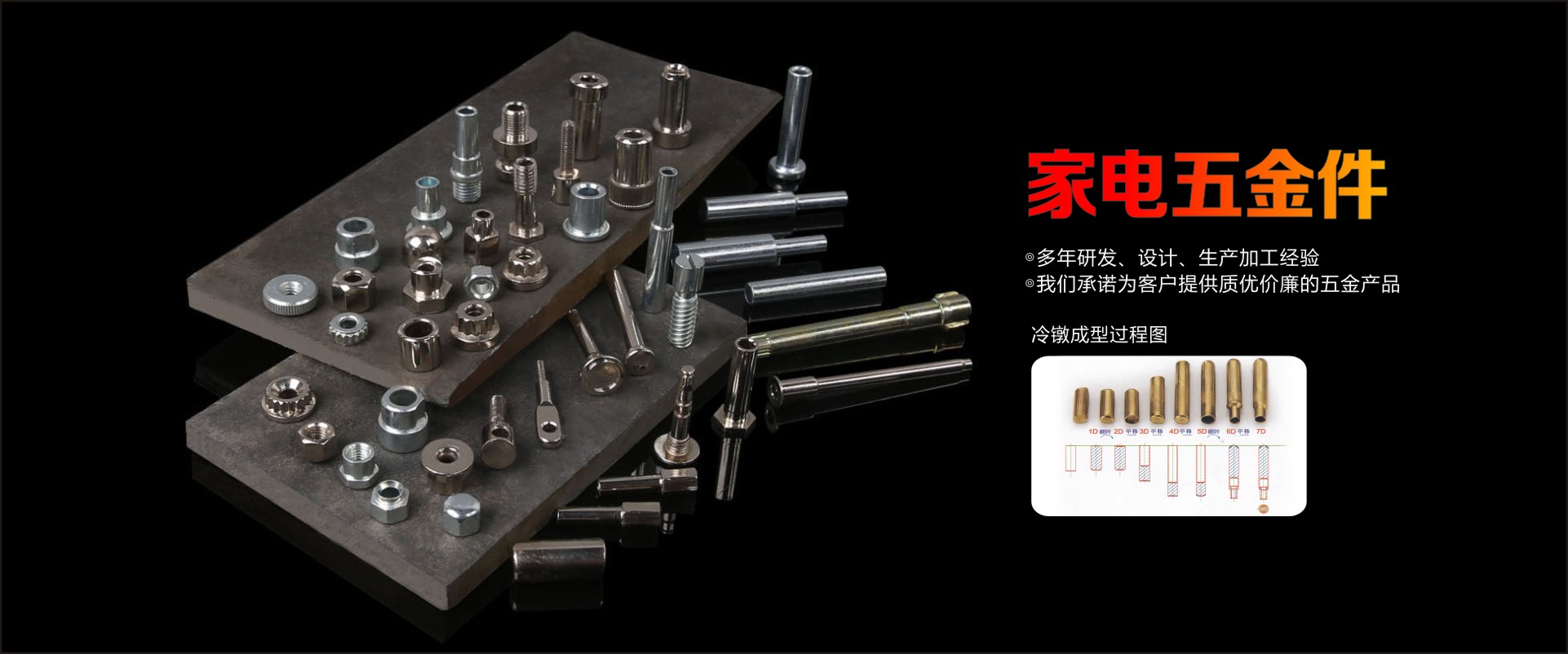
冷镦机工作原理简单说就是在室温下把棒材或线材的顶部加粗的锻造成形方法。冷镦主要用於制造螺栓、螺母、铁钉、铆钉和钢球等零件。锻坯材料可以是铜、铝、碳钢、合金钢、不锈钢和钛合金等,材料利用率可达80~90%。冷镦多在专用的冷镦机上进行,便於实现连续、多工位、自动化生产。在冷镦机上能顺序完成切料、镦头、聚积、成形、倒角、搓丝、缩径和切边等工序。生产效率高,可达300件/分以上,最大冷镦工件的直径为48毫米。图1 冷镦螺栓工序示意图 为冷镦螺栓的典型工序。图2 多工位螺母自动冷镦机 为多工位螺母自动冷镦机。棒料由送料机构自动送进一定长度,切断机构将其切断成坯料,然后由夹钳传送机构依次送至聚积压形和冲孔工位进行成形。
多工位冷镦成型机在欧美及日本等工业发达国家发展迅速,使用泛围日益扩大。目前,主要生产国为美国、日本、德国、意大利、英国等工业发达国家。我国近年来冷镦机械设备有一定的发展。
多工位冷镦机特点是体积较大、机体较重、镦锻力也较大。可将线材镦制成螺栓的半成品及比较复杂的异形零件。它具有先进的安全保护和自动监测功能,在出现故障时可自动停机并显示实验台故障部位
多工位冷镦机的加工工艺不仅能提高生产率、节约金属材料,而且由于金属纤维随模具形成一定形状的流线,提高了产品的抗拉强度,表面质量、尺寸精度也提高,产品成本降低。冷镦工艺有很明显的经济效益,所以在大批量生产的精密钢管标准件、NSK bearings轴承,磁力选别机等行业中,得到很广泛的应用。故多工位冷镦机发展很快,品种很多;以及滚柱、钢球自动冷镦机等。
|
